Clik here to view.

The quality of a pasta product is evaluated by dry appearance and cooked texture. ‘Good Pasta’ is defined as having uniform amber colour with an absence of black, brown or white spots, a smooth surface free of streaks or cracks, and a texture that when cooked is neither chewy nor mushy but ‘al dente’. Three key factors determine success or failure in pasta production: raw materials, processing technology and the presence of skilled employees throughout the manufacturing process.
Raw materials
There are six classes of wheat grown in the United States: Hard Red Spring, Hard Red Winter, Soft Red Winter, Durum, Hard White and Soft White. Each class has its own characteristics and recommended use. For example, Soft Red Winter Wheat is associated with low protein content, low water absorption, and is recommended for cakes and pastries7. Durum is the only wheat that has all the necessary qualities required to make pasta5.
Durum wheat produces kernels much harder than all other wheat. Durum is also the only wheat that has yellow pigments distributed throughout the entire endosperm rather than only the outer layers of the kernel1. This means that milled durum produces yellow, granular semolina while all other wheat produce white, powdery flour. The gluten (wheat protein) found in durum is much more pliable than gluten in other wheat which leads to easier extrusion. Durum also has lower water absorption, an important factor in the pasta drying process. Pasta products made from durum hold their shape better and have a firmer texture when cooked.
It is important to remember that not all durum is created equal. Vitreousness is a key element of durum evaluation and grading. Vitreous kernels have a translucent or glass like appearance with a flinty texture. Starchy kernels are the opposite of vitreous; yellow, soft and possessing a crumbly texture. As the amount of vitreous kernels decrease, semolina extraction decreases, flour production increases and finished pasta quality decreases leading to inferior products. In the United States, durum is categorised into three subclasses: Hard Amber Durum (75 per cent or more vitreous kernels), Amber Durum (60 – 74 per cent vitreous kernels), and Durum (less than 60 per cent kernels). The best quality pasta is sourced from Hard Amber Durum.
Kernel structure and milling
A kernel of durum wheat has three components (Figure 1). The bran, or outer layers, constitutes 12 – 15 per cent of the kernel and is high in fibre and ash. The germ is the embryo of the plant. This is three to five per cent of the kernel and contains most of the lipids and other nutrients needed to uphold germination. The endosperm is 80 – 85 per cent of the kernel, and contains high amounts of starch and gluten.
Clik here to view.
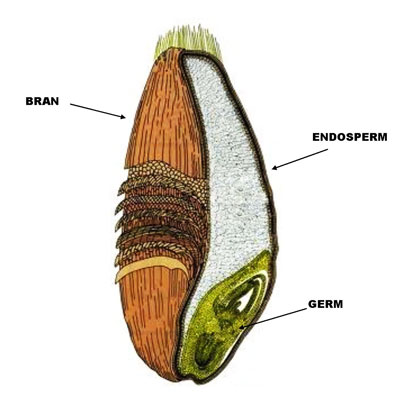
Figure 1: Structure of a wheat kernel. Montana Wheat and Barley Committee. 2012. http://wbc.agr.mt.gov/wbc/Consumer/Diagram_kernel
Milling is the reduction of wheat kernels to smaller particles that can be made into more palatable products1. The finished product of durum milling is semolina. This is made by removing the bran and germ, then breaking the endosperm into coarse, granular pieces. The efficiency of a durum mill is measured through maximum semolina extraction, minimum flour production and the quality of semolina produced. An ideal semolina product will have uniform particle size or granulation, minimum starch damage, and show consistency between shipments.
The pasta production process
Large scale pasta production began as a manual, discontinuous batch process where production was very labour intense and somewhat disjointed. Modern industrial pasta production is a continuous, automated process. This is advantageous because it creates pasta that is consistent in quality, uses equipment with lower space and labour requirements, and permits a more hygienic processing environment2. Pasta production is composed of three unit operations or steps: mixing, extrusion and drying. We will first cover traditional mixing and extrusion, then follow with a new technology – the Polymatik system.
Mixing
The purpose of the mixing step is even distribution of water throughout the semolina, promoting equal hydration of all particles4. The mixing operation is composed of three stages: the pre-mixer (or high speed mixer), the main mixer and the vacuum mixer. The entire mixing process ranges from 10 – 20 minutes depending on the size and model of the line being used.
To begin the process, calculated amounts of semolina and water are fed into the ingredient doser (or feed). The ingredients flow into the high speed or pre-mixer where small blades quickly rotate to promote rapid and even hydration. The flour and water mixture then flows into the main mixer where dry spots are eliminated and dough balls are formed through the use of large paddles. The dough balls then flow into the vacuum mixer where air is extracted out of the mix prior to extrusion.
Clik here to view.
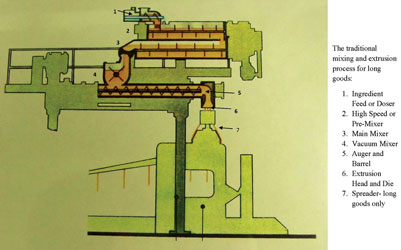
Figure 2: Traditional mixing and extrusion diagram. Courtesy of Braibanti
Air in the mix is unfavourable for two reasons. As the dough is extruded air is dissolved in the dough and after exiting the die, small bubbles are formed in the product3. This defect is known as vacuum burn and causes the product to be opaque and spotty, rather than the clear yellow appearance desired by consumers. The second reason for air removal is the lipoxygenase enzyme. In the presence of oxygen, the enzyme will interact with free fatty acids in semolina and bleach the semolina’s yellow caretonoid pigments3. This causes poor colour in finished product.
The moisture content of the dough after mixing is 29 – 32 per cent. Proper moisture content is determined by the size of dough balls entering the vacuum mixer. Ideal moisture content makes balls about one inch (2.54 centimetres) in diameter4. If the dough is too wet, large balls or a bulky mass will form, causing product defects in the drying process. In extreme cases, a wet mix will plug up the vacuum mixer causing the line to go down. If the dough is too dry, there will be very small balls and dry pieces will plug up the die causing product defects and insert damage. Excessively dry mixes will jam up the extrusion auger forcing the line to go down.
Extrusion
Extrusion is often called the heart of the pasta-making process. In this step, the balls of dough are kneaded and shaped into a pasta product using an auger, extruder barrel, press head and dies. The extruder barrel is jacketed and cooled with water to counteract unwanted heat produced during the extrusion process3.
The dough balls formed during the mixing process flow from the vacuum mixer to the extrusion auger where the dough is kneaded and formed into a continuous, homogenous mass. While the dough is kneaded it is pushed through the extrusion barrel toward the press head. The press head receives the dough from the extruder and uniformly distributes it on and through the die6.
The production of long and short pasta products requires different equipment; therefore a line is built either to be ‘long’ or ‘short’. To produce long goods, a special straight head is installed on the press. This head is designed to hold rectangular dies for the extrusion of long pasta shapes arranged in a straight line and divided into one or more parallel curtains2. An automatic spreader cuts and drapes these curtains onto special metal poles2. To produce short goods, a round head and dies are used. This process uses a continuous rotating knife at set speed2.
The pasta die is one of the most important components of the manufacturing process because it gives the pasta its shape. Dies are composed of a die block and inserts. The block is made of bronze and holds the inserts. Inserts may be brass or Teflon and shape the pasta product. Teflon is the most popular insert material because it makes pasta that is smoother, more yellow in colour and helps reduce friction during extrusion, increasing line capacity. Brass inserts produce a chalkier product and create more dust in the factory setting.
Unlike snack foods or cereal processing, very little expansion (puffing) is noted as the product exits the die. This is due to dough temperature maintained at less than 45°C and a relatively low moisture content3. This temperature also prevents damage to the gluten network and maintains final product integrity and cook quality.
Traditional versus Polymatik systems
The above mixing and extrusion scenario is the common, traditional procedure used in factories today. A new technology available to pasta makers is the Buhler Polymatik system (Figure 3). Product is fed into auger, where it is mixed and kneaded using a twin screw under vacuum, then extruded. Advantages of this system include the entire process is under vacuum and it is entirely enclosed.
Clik here to view.
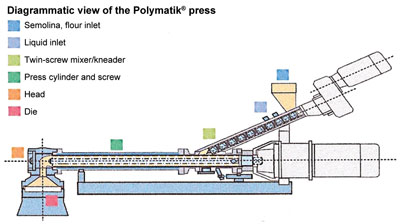
Figure 3: Polymatik mixing and extrusion system. Courtesy of Buhler Group
Drying
After the dough is extruded through the die, moisture is approximately 28 – 32 per cent. The drying step will lower product moisture to about 11 – 12.5 per cent; finished product moisture should never exceed 13 per cent. The goal of every drying operation is to prevent checking the formation of numerous hairline cracks in the product that make it appear opaque and decrease its strength3. This is achieved through several drying steps or zones at different temperatures and humidity.
Humidity in the dryer is a result of moisture leaving the product and evaporating into the air of the dryer. This causes the inside air to become saturated with water molecules so air inside the dryer is exchanged with outside air at a slow rate. Air exchange is controlled using adjustable inlet and outlet doors, or dampers, found on the roof of the dryer. If moisture inside the dryer becomes too high, the dampers are opened. If it becomes too low, the dampers are closed. Outside air is either pulled from the outside or pushed from the inside by the use of a blower fan. The fan can force air in and out of the dryer with the opening and closing of damper doors.
Heat inside the dryer is produced through heating coils positioned throughout the dryer to contact the circulating air from fans. The coils are typically connected to a hot water source which is circulated through the coils to provide the heat to dry the pasta. The hot water in the coils is controlled by opening and closing valves.
The initial pre-drying step is given to the pasta immediately after extrusion to maintain product structure. For long goods this is a blast of hot air immediately after the spreading and cutter step. For short goods a ventilation group is used as pasta leaves the die followed by shaking step to prevent sticking during conveying2. Long goods travel through each phase of drying on poles (Figure 4). Short goods use a series of conveyor belts to move through each dryer (Figure 5).
Clik here to view.
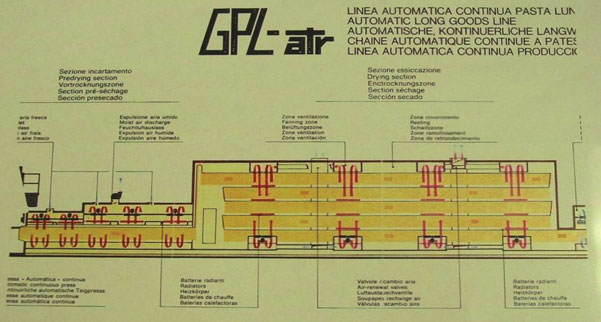
Figure 4: Long good drying diagram. Courtesy of Braibanti
Pre-drying is the most sensitive step of the drying process. The predryer utilises rapid temperature increases, air ventilation, and controlled humidity to quickly remove moisture from the product. Stabilisation stages or zones are alternated with rapid drying to prevent product burning and other defects. After the pre-drying step product moisture ranges from 15 – 20 per cent, depending on the shape.When product enters the final dryer it has a firm structure and no capillarity4. This step focuses on lowering product moisture to ~12.5 per cent and balancing residual water content on the inside and outside of the pasta shape2. This is achieved by using longer rest or stabilisation periods to lower the product temperature gradually to avoid stressing the pasta.
After the final dryer the pasta passes through a cold air treatment, or cooler, to stabilise the product prior to packaging4.
Clik here to view.
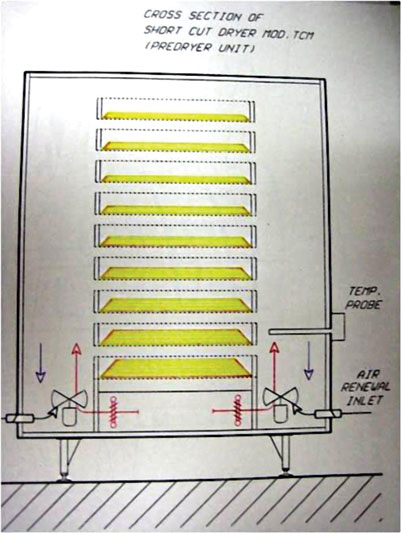
Figure 5: Cross-section of short good drying diagram. Courtesy of Braibanti
Drying time depends on the product shape, temperature, and equipment model being used. In general, short goods take four to six hours and long goods take 8 – 12 hours.New technology has allowed for the use of higher drying temperatures. There is not sufficient room in this article to cover the extent of gains found by using high temperature drying. A summary includes: reduced drying time, reduced microorganism levels in finished product, improved pasta quality due to better holding qualities during cooking and improved colour of dried product2.
Conclusion
Pasta is processed using the steps of mixing, extrusion, and drying. Quality pasta production is achieved through the use of proper raw materials and processing technology.
References
- Atwell, W. A. 2001. Wheat Flour. Eagen Press, St. Paul, MN USA.
- Fabriani, G and C. Lintas. 1988. Durum Chemistry and Technology. American Association of Cereal Chemists, St. Paul, MN USA
- Hoseney, R. C. 1998. Prinicples of Cereal Science and Technology. American Association of Cereal Chemists, St Paul, MN USA
- Kruger, J.E., R. Matsuo, J.W. Dick. 1996. Pasta and Noodle Technology. American Association of Cereal Chemists, St Paul, MN, USA
- Landi A. 1995. Durum Wheat, semolina and pasta quality characteristics for an Italian food company. In: DiFonzo N. (ed.), Kaan F. (ed.), Nach it M. (ed.). Durum wheat quality in the Mediterranean region.Zaragoza : CIHEAM, p. 33-42 (Options Méditerranéennes: Série A. Séminaires Méditerranéen s;n. 22)
- Milatovic, L.J. and G. Mondeli. 1991. Pasta Technology Today. 1st ed. Graf Art, Venaria (Torino) Italy
- United States Wheat Associates. 2009. Wheat Classes Grown in the United States. http://www.uswheat.org/buyersGuide/wheatClasses
Biography
Clik here to view.
Alexis Freier, Dakota Growers Pasta Company
Alexis Freier is the Research & Development and Technical Services Manager for Dakota Growers Pasta Company and is based in New Hope, MN. Her key responsibilities include creation, development and implementation of new products relating to pasta operations, enhancement of quality and operational execution of existing products, and providing technical support for customers and the sales, marketing, and operations groups. Alexis has been a guest speaker at several Northern Crops Institute short courses and covered topics such as pasta die maintenance and management and pasta quality control. She represents Dakota Growers on the National Pasta Association Technical Affairs Committee and is a member of the Institute of Food Technologists. Alexis is a graduate student at Kansas State University, Manhattan, KS pursuing a Master of Science in Food Science. She received her Bachelor of Science in Food Science from North Dakota State University.